NIAGARA TUNNEL PROJECT
TECHNICAL FACTS
Last updated on November 21, 2012
VOICES from the Niagara Tunnel - A Living History
(click link above for more information)
A special THANK YOU is extended to the following companies
STRABAG INC.
ONTARIO POWER GENERATION
THE ROBBINS
COMPANY
BERMINGHAM FOUNDATION SOLUTIONS
HATCH MOTT MACDONALD
&
GEO-FOUNDATIONS
The Niagara Tunnel Project
The Diversion Tunnel
10.4 km (6.5 miles) long, 140 m (459 feet) beneath the City of Niagara Falls from the Sir Adam Beck Generating Complex to a water intake complex above Niagara Falls.
The new tunnel will increase the power supply for owner Ontario Power Generation (OPG) by 150 MW or 1.6 billion kilowatt hours per year, enough electricity for a city twice the size of Niagara Falls, Ontario, and its population of 80,000. Annually, the 150MW generated by the new tunnel will be enough to supply a city of 700,000 people.
Unfinished Tunnel Diameter - 14.44-m (47.5-ft) excavated diameter
Finished Tunnel Diameter - 12.5 m (41.1 ft) concrete-lined tunnel with a finished diameter
Greatest Depth of Tunnel - 140-m (459 ft)
Water Flow - 500 m3/s (17,657 cf/sec) diversion capacity. The tunnel water flow rate will be 4 meters/second.
Interior Tunnel Finish includes: two layers of waterproofing membrane under 600-mm (23.6 inches) thick, unreinforced pre-stressed concrete injection lining overtop
Dewatering station and surface runoff structure
five 130 meter (427 feet) emergency tunnel dewatering shafts
outside diameter 900 mm (35.4 inches) - inside diameter 700 mm (27.5 inches)
lined with 200 mm (8 inches) of concrete and grout
Outlet Works
300 meters (984 feet) long by 20-m (67 feet) deep outlet canal
Outlet structure with downstream closure gate and surge shaft
Intake Works
Intake Grout Tunnel constructed underneath existing Gate #1 of International Water Control Dam within Niagara River
Deep intake channel excavation
Demolition and replacement of upstream ice control wall
Construction of new shore approach wall
Grout Tunnel Planned Total Length - 403 meters (1,322 feet)
Grout Tunnel Actual Total Length - 298.3 meters (978.6 feet) long
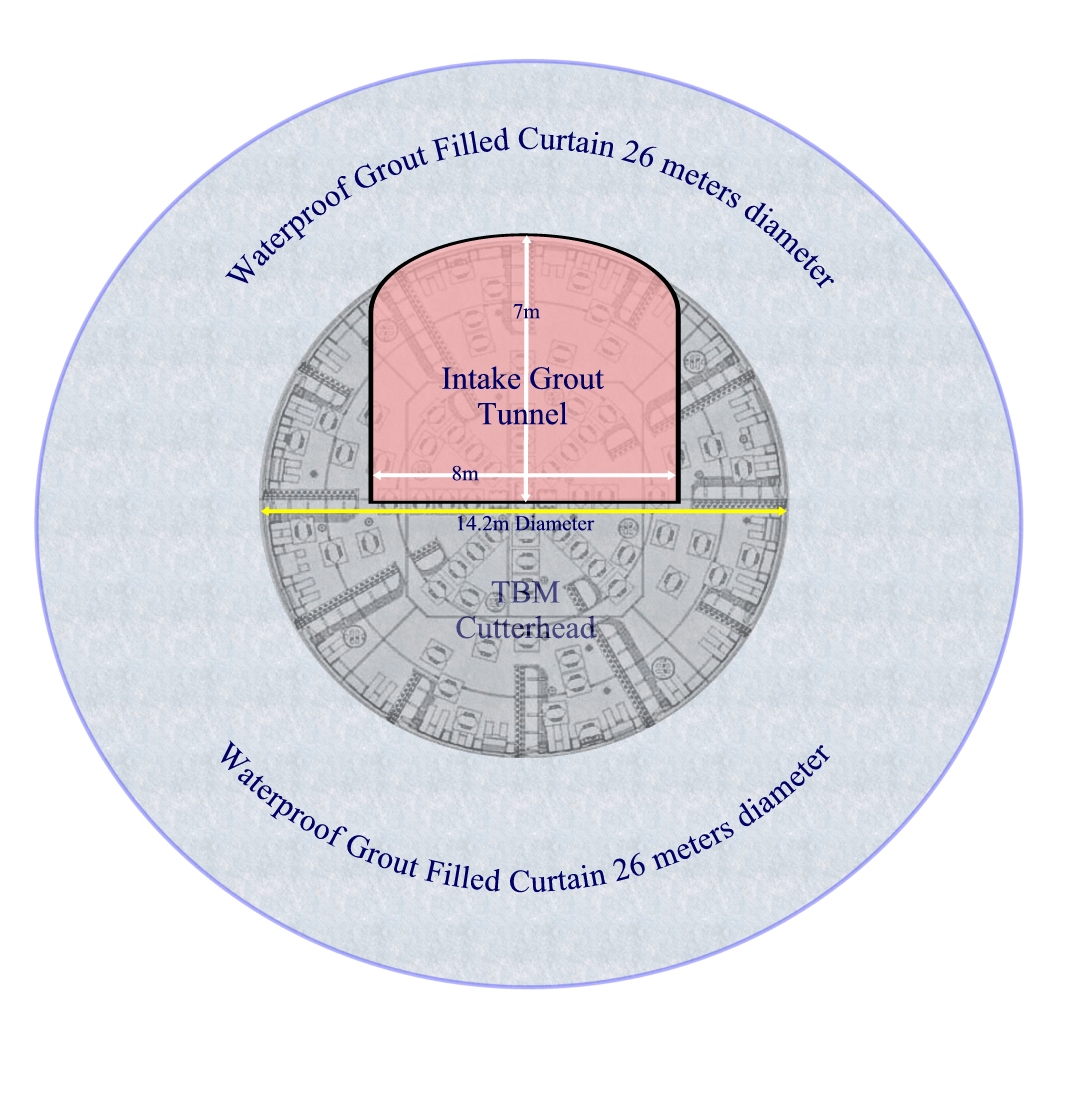
Grout Tunnel Height - 7 meters (23 feet)
Grout Tunnel Width - 8 meters (26 feet)
Grout Tunnel Gradient - 7.150%
The Intake Grout Tunnel is the entrance portal for water flowing into the new Niagara Tunnel after its completion. As the Tunnel Boring Machine (TBM) concludes boring the tunnel it will ascend to the surface along the Grout Tunnel. In a simple sense, the Grout Tunnel acts as the glide path for the emerging Tunnel Boring Machine (TBM). The diagram on the left gives the realistic perspective of the size of the Grout Tunnel in comparison to the TBM. The most important aspect of the Grout Tunnel was to allow a 360° high pressure grout injection into all the rock cracks and crevices to form a 26 meter diameter waterproof curtain to protect the tunnel from flooding from the river above as the TBM surfaces.
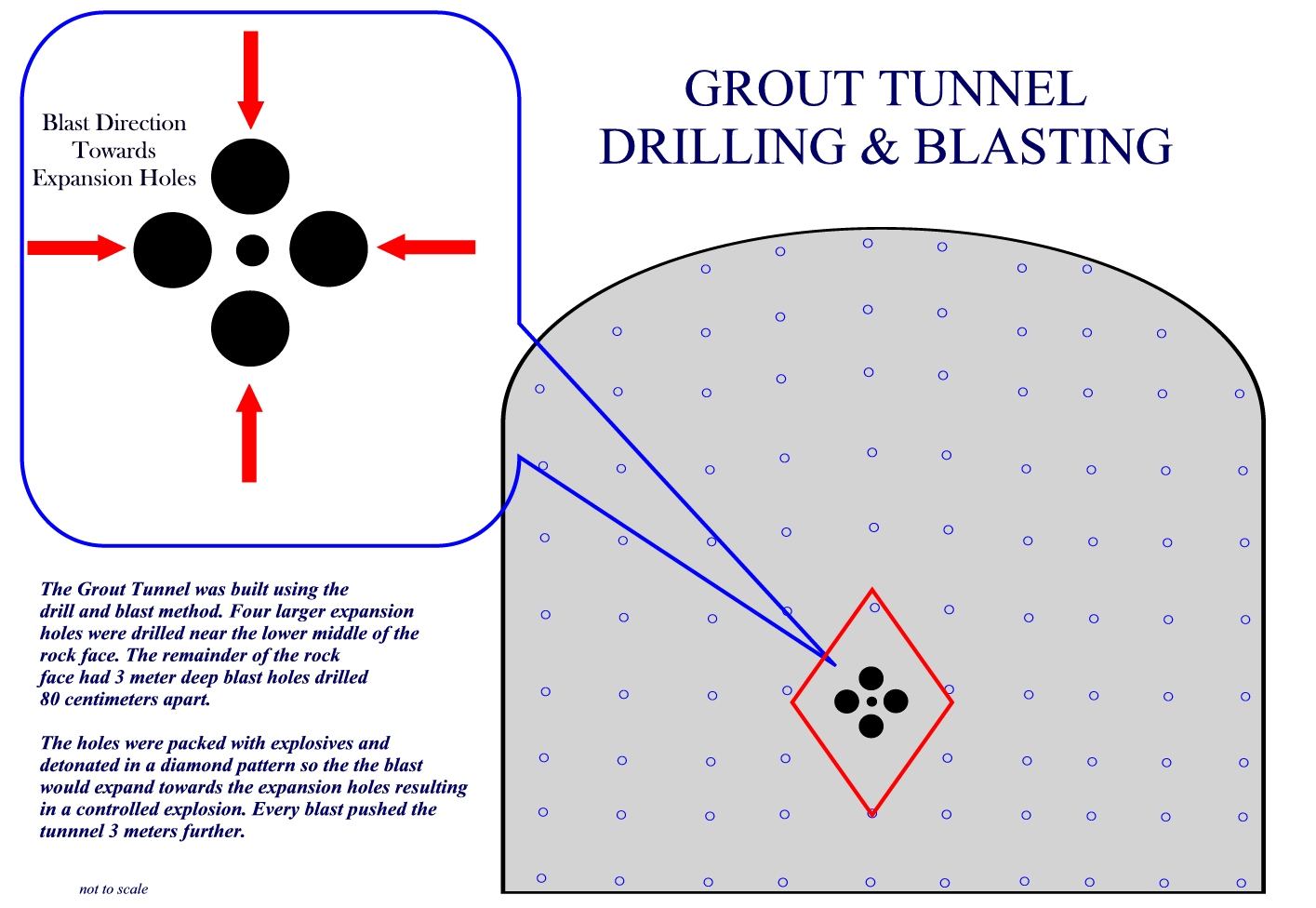
The Grout Tunnel was built using the drill and blast method. Four large 3 meter deep expansion holes were drilled near the lower middle of the rock face. The remainder of the rock face had 3 meter deep blast holes drilled approximately every 80 centimeters apart.
The holes with the exception of the expansion holes were packed with explosives and detonated in a diamond pattern so that the blast would expand toward the expansion holes
resulting in a controlled explosion. Every blast would expand the tunnel another 3 meters. The blasting was restricted to day time hours only as not to disturb nearby neighbourhoods.
Contract
Hatch Energy in association with Hatch Mott MacDonald, is providing Owner’s Representative services to Ontario Power Generation for the construction of the $640M Niagara Tunnel facility project. This includes preparation of design/build contract documents, design review, construction monitoring and contract administration. The design/build project is for a 10.4-km, 14.44-m diameter water diversion tunnel and associated intake and outlet works.
The project is a design/build project with a partnering approach. A negotiated Geotechnical Baseline Report (GBR) was used to equitably share underground risks on the project.
PROJECT COST: C$985 million
After evaluation and negotiations, the contract was signed in mid-August 2005, with the start of construction in September of that year. Actual tunneling commenced a year later after procurement, fabrication and erection of the tunnel boring machine (TBM) within the constructed outlet canal.
The contract was awarded to Strabag AG of Austria.
Tunnel Design
The tunnel is being constructed in two passes with rock dowels, steel ribs, mesh and shotcrete, followed by a polyolefin membrane and unreinforced 600-mm thick cast-in-place concrete lining. The lining will be prestressed to resist internal water pressure using a high-pressure 'interface' grout applied between the shotcrete and the final lining. The combination of the membrane and prestressed lining system will prevent water from entering the rock and resultant swelling. Two layers of membrane are being applied to the shotcreted rock enabling the space between the membranes to be vacuum tested after installation in order to ensure membrane integrity. The membrane will also protect the concrete lining from the aggressive groundwater conditions found in the Queenston Formation.
Tunnel Boring Machine (TBM)
The project uses the world’s largest hard-rock tunnel boring machine (TBM) by the Robbins Company
TBM type Robbins HP 471-316
Year of manufacture 2006
Overall Machine diameter (new cutters) 14.44 m (47.2 ft)
The tunnel-boring machine is 2,000 tons, cost more than $30 million, is powered by 15 electric motors that generate 6,375 horsepower, and is able to chew through rock at the rate of up to10 feet per hour.
Cutter-Face
Cutters Face Series (size) - 508 mm (20 in.)
Center Series (size) - 431.8 mm (17 in.)
Number of disc cutters - 85
Nominal recommended individual cutter load 35 t /cutter
Cutter-Head
Cutter-head drive Electric motors/safe sets, gear reducersCutter-head power - 6330 HP (15 °— 422 HP) Expandable to 16°— 422 HP
Cutter-head speed 0–5.0 rpm
Approximate torque (low speed) 0–2.4 rpm - 18,800 kNm
Approximate torque (high speed) 5 rpm - 9,025 kNm
Thrust cylinder boring stroke - 1,729 mm (68 in.)
Hydraulic system - 300 HP (225 kW)
System operating pressure at maximum - 275.7 bar (4,000 psi) - recommended cutter-head thrust
Maximum system pressure - 310 bar (4,500 psi)
The machine has a cutter head thrust of 18,462 kN (4,150,422 lbs) and a maximum torque of 18,670,000 N-m (13,770,285 lb-ft).
Electrical System
Motor circuit 690 VAC 3-phase, 60 Hz
Lighting system/control system 120V/24 VDC
Transformer size 4°— 1,700 kVA + 1°— 1,000 kVA
Primary voltage 13,800 V 60 Hz
Machine conveyor
Width 1,370 mm (54 in.)
TBM Weight (approximate) 1,100 metric tonnes, excluding drilling equipment
For this construction, Strabag purchased a new Robbins HP main beam TBM, and a new HP backup system provided by Rowa Tunnel Logistics of Wangen,Switzerland.
The TBM Model 471-316, nicknamed Big Becky, is the world’s largest hard-rock TBM ever manufactured. Design of the HP machine includes the use of 508-mm (20-in.) rear-mounted cutters, high cutter-head power and state-of-the-art ground support equipment
The cutter-head design for this project consists of a six-piece bolted and doweled hard-rock configuration that includes 12 muck buckets with radial face and gage openings. Grill bars, abrasion resistant carbide buttons and abrasion resistant boltable bucket teeth are provided along the bucket openings. An abrasion-resistant faceplate and gage plates along with periphery grill bars have been provided on the cutter-head structure. Foam nozzles and rotary swivels have been provided to avoid problems if sticky ground is encountered and to assist with the flow of the material and avoid plugging of the buckets.
The finished weight of the cutter-head is more than 400 tonnes (440 st). The cutter-head is equipped with 85 cutter discs. It includes Robbins 508 mm (20 in.) wedge lock cutter assemblies with a nominal thrust capacity of 35 tonnes (39 st)/cutter and an operating capacity of 50 tonnes (55 st)/cutter. Overcut is provided by shimming of the outmost gage cutters should squeezing ground be encountered.
Even though the Niagara geology is primarily soft rock, Strabag and Robbins agreed to provide the higher capacity cutters and 508 mm (20 in.) rings to reduce the need for cutter changes. In addition, the 508 mm (20 in.) cutters and HP TBM configuration will allow the use of the TBM on future hard-rock projects.
The Robbins Company TBM "Big Becky" Configuration
An example of the Gripper Type Tunnel Boring Machine (TBM)
(this is not the same Niagara Tunnel Boring Machine)
TBM Assembly
To comply with the aggressive construction program outlined by OPG/Strabag, the supplied TBM system had to be designed, manufactured, assembled and made ready to bore within 12 months after contract award. The project team achieved this by the preassembly of the major critical components in a workshop and final assembly and commissioning of the complete machine at the project site. By doing this, the workshop assembly was done at the jobsite using the operating personnel. Robbins supplied experienced supervision and specialty labor, while Strabag supplied the local labor. This practice of jobsite assembly achieved a 12-month, ready-to-bore schedule, which saved approximately four to five months on the TBM delivery schedule. In addition, there were project cost savings associated with labor and freight, as these operations only needed to be done once and not multiple times as with a workshop.
Components for the machine – which weighs a whopping 1,900 tonnes and cuts a swath 14.4 metres in diameter – came from manufacturers all over the world, including Canada, the United States, the United Kingdom, Hungary, Slovakia, Sweden, Germany and Italy.
Ground support
The design concept of handling the ground support is to bring the primary support into the tunnel and handling of the support on top of the TBM. This allows the invert to be clear, which allows free access of equipment for cleanup of the invert area. Contract requirements necessitated several different support systems based on the type of ground encountered. TBM and backup assembly in launch pit.
The rock so far encountered, up to 180 MPa UCS, has been largely competent with some minor broken ground. A specially designed foam system has also helped increase the TBM performance in sticky ground. The water spray normally applied to the cutter-head has been temporarily replaced with the foam system to assist in the flow of the material through the cutter-head. Five openings in the cutter-head allow the foam to be plumbed in, where it mixes with water and air.
L-1 Area Rock Support
The L-1 area is located directly behind the TBM cutter-head support, which is approximately 4.1 m (13.5 ft) from the rock face. The installation equipment includes the following systems:
Ring Beam Erector
A rotary-type ring beam erector is provided, with provisions to hydraulically lift the ring beam or channel section into place and hydraulically expand the steel sections against the bored rock. The ring erector is located directly behind the TBM cutter-head support. It allows placement of the ring beams under the protection of the roof shield fingers. The erector control functions are operated by a radio control system, allowing the operator the mobility to move along the top or bottom work areas as the ring is being erected. Design and operation of the steel erector allows installation of the ring beams or channel sections during the mining stroke.
Wire Mesh Erector/Material Handling Cart
A dual function handling cart, known as the donkey, is located on the top section of the TBM main beam. The donkey transports the steel sections and wire mesh forward into the L-1 working area. Supply of the donkey includes a hydraulic lifting device to handle the wire mesh and steel sections to the crown where they can then be installed. Operation of the unit is by radio control and is independent of the boring stroke of the TBM.
Rock DrillsTwo Atlas Copcp 6.4-m- (21-ft-) long BMH 6000 series hydraulic drills with powerful COP 1532 hydraulic hammers were installed. The drills are installed on a rotary position locator, which allows independent operation of each drill. The position locator allows the various drill positions to be achieved to install the 6-m- (20-ft-) long rock bolts as per project requirements. Design of the system allows the bolts to be installed during the boring operation.
Work PlatformsTo assist the tunnel operating personnel in the installation of the rock support, there are various stationary and mobile work platforms located in the L-1 area. These platforms allow rock scaling, wire mesh and other ground support functions to be performed.
Shotcrete RobotShould shotcrete be needed in the L-1 area, a shotcrete robot has been installed and integrated into the work platforms. The robot has been supplied by Rowa (Wangen, Switzerland)/Meyco-BASF (Switzerland, TX). It includes a boom to allow shotcrete coverage over a 180° section of the tunnel crown and at a rate of 15 m3 /h (530 cu ft/hour).
Shotcrete is being used throughout the drive as the primary means of tunnel support. Rubber-tired tractors transport shotcrete from the onsite batching plant to two shotcrete robots located on the back-up system. Each robot has 360-degree coverage and can travel up to 8m in the longitudinal direction to spray shotcrete at the rate of 20m per hour. Additional types of rock support include ring beams, wire mesh, and rock bolts.
ModificationsOther major changes to the TBM L1 area became necessary to reach the caved areas, including the addition of two hydraulic man baskets and special drill rigs, mesh and anchors. These changes were made incrementally as TBM progress allowed it. With the new method, the over-break could be limited to 0.5m - 1 m (1.6 - 3 ft), though the excavation process slowed to a maximum 5 m/d (16 ft/day).
L-2 Area Rock Support
Rock DrillsTo complement the forward L-1 drills, two additional 6.4-m- (21-ft-) long BMH 6000 series hydraulic drills were installed on a rotary drill positioner to allow installation of 6 m (20 ft) long bolts.
Shotcrete Robots
Two remote controlled shotcrete robots were installed in the L-2 area. The units consist of a Meco-BASF spray head attachment, which allows 360° coverage. Each unit is independently controlled and has the ability to travel 6 m (20 ft) in the longitudal direction. The robots are charged by two Meco-BASF shotcrete pumps that deliver the shotcrete at a rate of 15 m3/hour (530 cu ft/hour) per pump.
Muck Haulage
Muck haulage is achieved by the use of a continuous conveyor system. As the backup is advanced, sections of conveyor are installed to allow continuous operation of the system. Muck is transported to the portal on the continuous conveyor where it is then discharged to an overland conveyor and to the storage area located adjacent to the jobsite.
includes a 105 m (345 ft) long back-up system, which will transport 1.7 million m3 (2.2 million cubic yards) of rock debris via conveyor belt.
Air Compressorstwo CompAir L160 compressors
The boring machine rides on the front of a sledge, which tunnels through the rock at a speed of up to 15 metres per day, creating a 14.4 metre diameter ‘hole’ that must be lined and reinforced rapidly to prevent the tunnel collapsing behind it. A critical safety component The compressors are a critical component in this operation, as they provide a totally dependable source of compressed air, 24 hours a day, which is used to propel the injection concrete to form the inner wall of the tunnel. For Strabag therefore, choosing the right compressor supplier was vital to both the project’s on-time completion and the safety of the contractors working in the tunnel. CompAir technical representative, Bob Paton explains. “Strabag was very keen to use our compressors from the outset. Its own engineers and the manufacturers of the drilling machine had worked successfully with CompAir on other projects, including the renowned English Channel Tunnel and a number of other drilling applications across the world, where the compressors had proved their reliability in a harsh environment. Various quotes were received from all the major compressor manufacturers, but it was our excellent track record in an identical application, coupled with our local service capability that won the day.”
In order for the project to be completed on time and on budget, drilling must continue 24 hours a day, seven days a week, meaning that the L160 compressors have to perform continuously. CompAir Canada was also the only compressor manufacturer that could offer its own, local service organization, helping Strabag to ensure that the compressors remain fully operational at all times. With its head office only 45 minutes from the site, CompAir provides a dedicated engineer, who has undergone special health and safety training to allow him to work underground, backed by a team of technical support staff. CompAir Canada also supplied an L37 rotary screw compressor complete with dryer, filters and additional ancillary equipment for Strabag’s maintenance cabin above ground.
Mono Rail CraneOther simultaneous operations include a mono-rail crane system attached to the tunnel crown that operates independently of the TBM and allows the rail to be moved forward as the TBM advances. The rail, in 4.5m sections, is removed from behind the bored section of tunnel and transported over the back-up to a new section, leaving behind a smooth tunnel floor. 'The simultaneous operations result in less rolling stock and materials that must be maintained. The rail does not have to be removed as a separate step after the tunnel bore is complete,' says Mike Burngasser, Robbins Field Service Manager.
Control Room & Guidance SystemBig Becky is controlled from a small room deep inside the machine. An operator uses computer screens and digital readouts to monitor the equipment and the machine’s alignment. The alignment measurements are accurate down to a scale of a couple of millimetres. Lasers are used to keep Big Becky on the right path, and although the route involves changes in grades, two vertical curves and three horizontal curves, Gschnitzer said there’s virtually no chance Big Becky could pop out in the wrong location at the end of its journey. “That’s the least of my concerns,” he said with a chuckle.
Invert Structure
As part of the logistics process, Strabag will pour the final invert section underneath a bridge system designed and supplied by BMTI (Austria), a sister company owned by Strabag. Once the TBM has advanced approximately 2.5 km (1.6 miles), the balance of the final concrete section will be installed on a secondary working bridge, also supplied by BMTI. This system allows the final lining to be installed independent of the TBM boring operation.
Time will be saved on the overall project schedule in other ways as well. The 12.5m finished diameter tunnel will require 50cm thick concrete lining with a waterproof membrane to prevent water from leaking out of the tunnel. As the TBM bores, the tunnel will be concurrently lined with in-situ concrete and PVC waterproofing membrane.
The invert structure will be cast and set approximately 500m behind the TBM boring operations, while the arch structure will be separately cast approximately 1500m behind the machine. An 87m long bridge will allow rubber-tired supply vehicles to travel over the invert concrete installation area. While the arch is cast, the ventilation duct, continuous conveyor, supply pipes and power lines will need to be temporarily removed from the bored tunnel walls and diverted through the concrete formwork until they can be reattached to the completed tunnel walls further down.
The concurrent lining works will be started once the TBM has bored ahead 1km.
The installation of the in-situ concrete liner continuous while boring is a first in North America and was initiated by Strabag in order to reduce the construction schedule and reduce the cost of the tunnel as compared to pre-cast segments, ' says Doug Harding, Vice President of The Robbins Company of Solon, Ohio.
The tunnel is being constructed in two passes with rock dowels, steel ribs, mesh and shotcrete, followed by a polyolefin membrane and unreinforced 600-mm thick cast-in-place concrete lining. The lining will be prestressed to resist internal water pressure using a high-pressure 'interface' grout applied between the shotcrete and the final lining. The combination of the membrane and prestressed lining system will prevent water from entering the rock and resultant swelling. Two layers of membrane are being applied to the shotcreted rock enabling the space between the membranes to be vacuum tested after installation in order to ensure membrane integrity. The membrane will also protect the concrete lining from the aggressive groundwater conditions found in the Queenston Formation.
THE INVERT BRIDGE TRAIN
The Invert Bridge train is pouring finish concrete to the bottom 112° of the tunnel. The train is approximately 244 meters in length and contains two form works consisting of 12.5 meter long bays. Each bay requires 120m3 of concrete. With a crew of 20-21 workers working two shifts, the invert will pour two bays daily. Typically it takes about 7 hours to pour one 12.5 meter long bay. The drying time before the form is moved is 6-7 hours. A double layer of polyolefin (3 millimeters thick) waterproof membrane is being applied to the tunnel invert in advance of the final concrete pouring.
Arch Forms
THE ARCH FORMS
A double layer of polyolefin (3 millimeters thick) waterproof membrane is being applied to the tunnel wall in advance of the final concrete pouring. The membrane is attached to the Shotcrete coated wall by use of Velcro. The first arch form is always 2 bay lengths (one already poured and one ready for pouring) ahead of the second arch form. The front arch form pours every other bay, the rear arch form fills the gaps.
The Arch Forms being prepared
The Arch Forms are pouring the finish concrete to upper 248° of the tunnel lining. At the current time one shift is operating daily pouring concrete into a 12.5 meter long bay. The concrete is poured continuously until the bay is filled. The concrete is poured on both sides of the form on an equal basis to ensure the form remains centered. During the pour, selected sections of the arch form vibrates by use of pneumatics. This vibration helps the concrete to settle and compress properly. Moisture is drawn to the form and aids in forming a smooth surface skin. Access portals on the arch form allow workers to aid the distribution and settling of the concrete using handheld vibration tools. Typically it takes about 7 hours to pour one 12.5 meter long bay of the arch form utilizing approximately 240 m3 of concrete. Concrete is pumped through concrete ports built into the arch form. After the concrete is poured the forms of the arch remain in place for 10 hours to allow the concrete to dry. Twenty-two men are employed on the arch form. Currently, concrete is supplied to the forms from the surface via pipeline. This will continue for the initial 500 meters. A support bridge is being prepared to attach to the arch form that will allow concrete to be delivered by vehicles as it progresses further into the tunnel.
There are two Arch Forms in the tunnel. In the near future, both forms will be utilized at the same time resulting in the pouring of a daily maximum limit of 25 meters. The two forms work in tandem following behind a membrane liner. The Arch Form train is 368 meters in length.
The arch forms will pour 3-4 bays per week.
Grouting
GROUTING
There will be two different types of grouting:
1. the contact grouting to make sure that the inner lining concrete is properly bedded, and
2. the pre-stress grouting to compensate for shrinkage and creeping of the inner lining concrete. Basically this is an substitute for reinforcement.
Restoration
The Restoration is taking place at two locations within the tunnel at the "Fall of Ground" and "St. David's Cathedral". It is a two stage restoration process to re-shape the tunnel. The first stage are abutments consisting of rockbolts, steel channels and reinforced shotcrete. The second stage consists of steel panels that are suspended from the arch and are acting as a lost formwork for the shotcrete/concrete infill.
Intake Grout Tunnel
by Bermingham Foundation Solutions
Working in the water adds many challenges, including keeping track of extra safety measures. Workers were required to wear lifejackets and lifelines at all times.
A gigantic steel sheet cofferdam made up of seven interlocking islands constructed on the Niagara River half a kilometre above Niagara Falls is raising eyebrows in the engineering community.
At 200 by 450 feet, it is one of the largest cofferdams in the world. It was built as the egress point for a huge tunnel boring machine (TBM) building the 10.4-kilometre Niagara Tunnel project. The TBM has a diameter of 47 feet – about 2.5 times the size of the TBM used in the construction of the Toronto subway tunnel and 1.5 times the size of the ones at the English Channel tunnels.
The steel sheets of the cofferdam are either 25 feet or 40 feet tall and 5/8-inch thick. The template created a frame for these interlocking steel sheets. The distance and orientation between cells had to be controlled so as not to lose the rhythm of the design. A bridge was built from shore to the first cell and the last cell was rectangular and keyed into a slot in the pier. “We encountered an unknown challenge, which was that there was a layer of silt that had to be removed, which was unexpected,” said Bermingham. “The silt was between one and two metres deep and had to be clamed from the bottom of each cell as it could have caused leaks and settlement. We had to clean and scour the bottom and hang a filter cloth on the interior of each cell.” The schedule was a challenge as it was accelerated, said Bermingham.
“We originally had a two year schedule and then they wanted it done in the first year, and we started three or four months late because of the soft overburden,” he said, “but we met the accelerated date.”
Bermingham Foundation Solutions was contracted to design and build the cofferdam. Doug Nemec, project manager of the Hamilton-based contractor, says the cofferdam has been a complicated and risky job.
“Designing and building a giant cofferdam for the largest rock TBM in the world and installing it in one of the most powerful rivers in North America can be daunting.
“It was a tribute to the entire team, that a project of this complexity and size was completed in the short construction window that the Niagara River allows,” adds Nemec.
Peter Smith, vice-president of the Bermingham, says the most important factor during construction was to anticipate what could go wrong and plan ahead for it. “If we made a serious mistake, we risked the cofferdam filling with water.”
In most cofferdam projects, steel sheets are driven deep into the riverbed where the soil acts as a seal, but because the Niagara riverbed above the diversion dam is bedrock, Bermingham had to come up with a different solution. It designed a series of seven 55-foot diameter enclosures made up of interlocking steel sheets (plates on watertight bases) formed around a template that essentially looks like “a Ferris wheel laying on its side”.
Most of the steel sheets are 25 feet tall; some are 40 feet tall, used where a slot was cut into bedrock for a new water acceleration wall to ensure enough water entered the tunnel at force to run the generators at Sir Adam Beck. The steel plates are 5/8-inches thick.
Giant templates, which follow the riverbed’s contours, were made to build a steel frame to hold the interlocking steel sheets tightly in place.
To keep water out, divers installed sand bags at the inside base of the structures and a 400-millimetre concrete layer was pumped through a tremie pipe around the outside base and held down by 15 feet of gravel, says Smith.
Once the massive cofferdams were constructed, the tunnel boring machine had a clear pathway to bore through the Niagara River bed.
The final watertight measure taken was to drill 200-foot deep holes at the riverbed around the inside of the enclosures and “pressure inject” them with grout, says Smith. “Basically, they created a curtain of grout underneath the cofferdam so the water can’t get in.” Geo-Foundations was the subcontractor retained for the grout work.
They then filled each of the seven enclosures with gravel and removed the templates. The enclosures were filled with gravel and compacted to form islands for workers and equipment, including a 250-tonne mobile crane.
A bridge was constructed of rock rubble from shore to the first enclosure. An interlocking concrete caisson wall, typical of shoring done for highrises on downtown Toronto’s waterfront, built on the land side of the cofferdam ensures watertightness.
The last enclosure, unlike its circular neighbours, was rectangular and made to the width of the bridge piers. The enclosure was keyed into the slot in the pier normally used for stop logs, Smith explains.
To help divert more water from the tunnel, a precast concrete acceleration wall was built from a barge by McNally Construction Inc. The contractor also blasted the slot in the riverbed about 70 feet wide by 20 feet deep.
“We had to come up with a way of engineering the cofferdam through this area so it would be watertight.”
To accomplish that, 40-foot-long steel sheets were dropped to the base of the cut-away slot and a diver marked the shape of the bottom on the sheets so they could be brought to the surface, cut with torches and then re-installed.
Bermingham superintendent Brent Porteous says McNally worked closely with Bermingham to schedule work so both contractors could work in the water together.
Another challenge which added to the potential danger of the work was the river’s fast-moving current, up to 20 knots – 25 miles per hour – in some places. Builders chose to work just upstream of a diversion dam to an old power station where the pace of the current could be controlled, says Smith.
While the water above the diversion dam was calm, the operation was still risky for workers, who were required to wear lifelines and lifejackets at all times.
“If you were to throw a stick into the water at the dam, four minutes later it would be at the bottom of the falls,” Smith says.
Originally, Bermingham was given two years to plan and detail the project, but because Strabag AG Inc. faced a late penalty clause of $250,000 a day, it tightened the schedule, allowing Bermingham only 14 months for the work.
Smith says the cofferdam is probably the largest built in Canada since the St. Lawrence Seaway locks were constructed in the 1950s.
When the tunnel bore breaks through to the tunnel’s 45-metre deep intake shaft in the middle of the river just upstream from Niagara Falls, Big Becky will be disassembled and extracted piece by piece via the shaft, which has been sealed against water ingress from the river above by a grout curtain designed and constructed in 2007 by Geo-Foundations.
The intake shaft excavation will be 16 metres x 26 metres in plan x 45 metres deep. Above the bedrock river bottom, the river is held back from occupying the shaft excavation by a multiple-cell cofferdam built of sheet piling and rock fill. Below the cofferdam, in the bedrock itself, the grout curtain constructed by Geo-Foundations works to seal the rock fissures – formed by cracks, open horizontal bedding planes and plunging joint networks – that would certainly, without treatment by grouting, let enough water pass into the shaft excavation to cause flooding detrimental enough to halt all further shaft construction. The grout curtain will see its sternest test in the interim between completion of the shaft excavation and the tunnel boring’s eventual breakthrough – the grout curtain will have to resist 45 metres of hydrostatic head across its relatively thin width. Grouting of the fissured bedrock included full depth, fourth-order split spaced holes and employed simultaneous grout injection at multiple holes. A sophisticated suite of drilling and grouting equipment was used, including water-hammer drilling, real-time, response driven additive dosing to modify grout formulations during grout injection and an automated bulk grout batching plant capable of delivering more than 20 cubic metres of cement grout per hour. Grout curtain construction required more than 13,000 lineal metres of drilling and consumed more than 541,000 kg (dry weight) of cement. Several verification holes were drilled and two holes were core sampled and tested for residual hydraulic conductivity as part of grout curtain quality assurance.
The objective of the cofferdam project was to create a safe place for Becky to exit from her 11.5 kilometre journey.
It was a cellular, gravity type cofferdam to be constructed on bare rock, which is not common, that needed to be able to withstand water and ice pressure for years. The biggest challenge was the absence of any soil that could be used as support. Safety was our first and last job each day and workers were required to wear lifelines and lifejackets.” The project presented many challenges including design build, insurance, schedule and manpower as well as seating the cofferdam on the river bottom. The company made 3D models in-house and used a template, which had to be leveled so each cell would carry an even load. Divers installed sand bags at the inside base of the cells and a concrete layer was pumped around the outside base and held down by 15 feet of gravel. Two hundred-foot deep holes were drilled into the riverbed around the inside of the cells. The holes were then pressure injected with grout.
The Niagara River Cofferdam, at 200 by 450 feet, is one of the largest cofferdams in the world said Patrick Bermingham of Bermingham Construction at the 80th Annual ORBA Convention in Toronto. The steel sheet cofferdam, located at the Canadian side of Niagara Falls, was constructed for use with the Niagara Tunnel project and consists of seven interlocking cells. known as the world’s largest diameter tunnel carry water from the river to the Sir Adam Beck Power Station to generate hydroelectricity.
Stop-Log Gates
The intake gate is comprised of 10 steel stop logs. Each is 13.5 meters wide for a total height of 14.8 meters. The combined weight of all 10 sections are approximately 215 tonnes (enough steel to make 260 average cars) . The lowest gate holds back a water depth of 38.6 meters, which results in a water pressure of almost 4 Bar (60 psi).
Geology
The geology is varied, consisting of limestone, dolostone, sandstone, shale and mudstone. The rock strength ranges from 15 to 180 MPa (2,100 to 26,000 psi), with most of the rock in the 40 to 100 MPa (5,800 to 15,000 psi) range. With the exception of sandstone, the geology is basically nonabrasive. Most of the debris (approximately 30 percent) removed from the tunnel will consist of Queenston shale.
During the first 200 m (656 ft), problems were encountered including higher than expected water inflows and handling of the water due to the 7.82-percent decline. The water removal system has been modified and the progress has increased to the expected advance rates. After 850 m (2,780 ft) of excavation, the TBM entered the Queenston shale formations. Horizontal banked layers, which were not able to arch until rock support was placed, led to huge over-break and caving up to 3 m (10 ft) above the roof shield in the L1 area. Strabag designed a special ground support method with grouted umbrella spiles to mine through this geology.
As part of the logistics process, Strabag will pour the final invert section underneath a bridge system designed and supplied by BMTI (Austria), a sister company owned by Strabag. Once the TBM has advanced approximately 2.5 km (1.6 miles), the balance of the final concrete section will be installed on a secondary working bridge, also supplied by BMTI. This system allows the final lining to be installed independent of the TBM boring operation.
The tunnel is located predominantly in Queenston shale with some limestone, dolostone, sandstone and mudstone up to 200 MPa (29 ksi) UCS.
The rock along the tunnel bore path is known to have high in-situ stress and there is potential for squeezing ground. An initial rock support lining of wire mesh, steel ribs, rock bolts, and shotcrete will be installed as the TBM advances.
After tunnel excavation is completed, an in-situ placed concrete lining will be installed, and the final lining will include a waterproofing membrane system to ensure that water does not seep from the tunnel into the rock and cause swelling.
Rock swelling in the Queenston Formation is caused by a combination of reduced in-situ stresses in the rock surrounding the tunnel and availability of a source of fresh water from within the tunnel. The pore-water of the Queenston Formation is highly saline and, through a process of pore-water dilution and ion diffusion, the clay minerals in the rock expand and absorb water resulting in swelling of the rock. This process would impart large pressures on the tunnel linings if these conditions are allowed to occur.
Extensive modeling of the swelling process and its effects on the load build-up on tunnel linings were studied throughout the 1990s. Modeling included development of a 'swelling law' to characterize the relationship between swelling and in-situ stresses. In this material, swelling decreases in proportion to in-situ stresses and ceases altogether at a confining stress between 4 and 5 MPa. The entire process was modeled using specially developed 'Fish' routines for the 2D FLAC geotechnical analysis program. Various options for dealing with the stress build-up were considered including very high-strength liners and compressible grouts.
The tunnel has various technical challenges, not the least of which is that it is situated in a geologic phenomenon known as the Queenston Formation, a mudstone that swells when exposed to fresh water. The potential for swelling has been a major challenge throughout development of this project.
Hatch Energy’s involvement with this project dates back to 1989 with Phase 1 definition studies of the Niagara River Hydroelectric Development (NRHD) for development of additional hydroelectric facilities at the Sir Adam Beck (SAB) Generating Complex. In the early 1990’s, Hatch Energy (then Acres) participated in Phase 2 definition studies including construction of an underground test excavation to determine the constructability of underground excavations in the Queenston rock formation.
The NRHD project consisted of twin 10.4-km diversion tunnels, an underground powerhouse, and intake/outlet structures near the existing Sir Adam Beck 1 and 2 powerhouses. Detailed geotechnical investigations were performed as well as an extensive testing program to determine swelling and other characteristics of the Queenston Formation. Hatch Energy also participated in preparation of the Environmental Assessment that was approved by Ontario’s Ministry of Environment in October 1998. The approved project included construction of two additional diversion tunnels and an underground generating station north of the existing SAB generating stations.
Tunnel Crews
The tunneling crew operates the TBM and equipment 24 hours a day, seven days a week. About 30 crew members are onsite in a given shift, with one maintenance shift each morning in order to monitor and test the equipment. The crew has endured winter conditions reaching below -20°C at the jobsite, which caused the conveyor systems to freeze over with ice. Antifreeze was sprayed on the affected conveyors and the ice was chipped off in order to keep them running. Big Becky is now operating on a 24-hour-a-day, seven-day-a week basis. The typical day is divided into two production shifts and a maintenance shift. About 30 people are needed to crew Big Becky during each shift.
An onsite geologist monitors progress, watching for any danger signs.
As the machine moves forward workers erect steel ribs in a full circle around the tunnel every few feet to reinforce the rock. The rock surfaces are then covered with a heavy wire mesh and a layer of concrete is blown on top to form a temporary shell.
Eventually, the entire tunnel will be lined with concrete slabs about two-feet thick and a waterproof liner will be installed. The design will give the tunnel a minimum 90-year life span.
An overhead conveyor belt is used to transport the chewed up rock from the cutting head to the surface. Dump trucks haul the material, which will later be used to make bricks, to a nearby location that was cleared as a temporary storage site.
The underground operations are supported by staff working on the surface. To supply concrete to the tunnel, a concrete plant was built on the surface just above the tunnel’s entrance. There’s also a small water treatment plant that’s used to clean water pumped out of the tunnel before it’s dumped into the nearby hydroelectric canal.
Inside the tunnel away from the tunnel entrance, the air temperature is roughly 10 C. Gschnitzer said the rock itself regulates the temperature, which increases another 10 C when Big Becky is running.
The mechanical energy exerted by the machine is enough to warm the tunnel. “It heats itself,” Gschnitzer said.
The average pay for each worker is $150,000 - $200,000 per annum.
| NIAGARA FALLS THUNDER ALLEY NAVIGATOR | ||
| SITE MAP | ||
THANK YOU FOR VISITING THE
ONTARIO POWER GENERATION
&
STRABAG INC.
NIAGARA TUNNEL
PROJECT
TECHNICAL FACTS